Portuguese
|
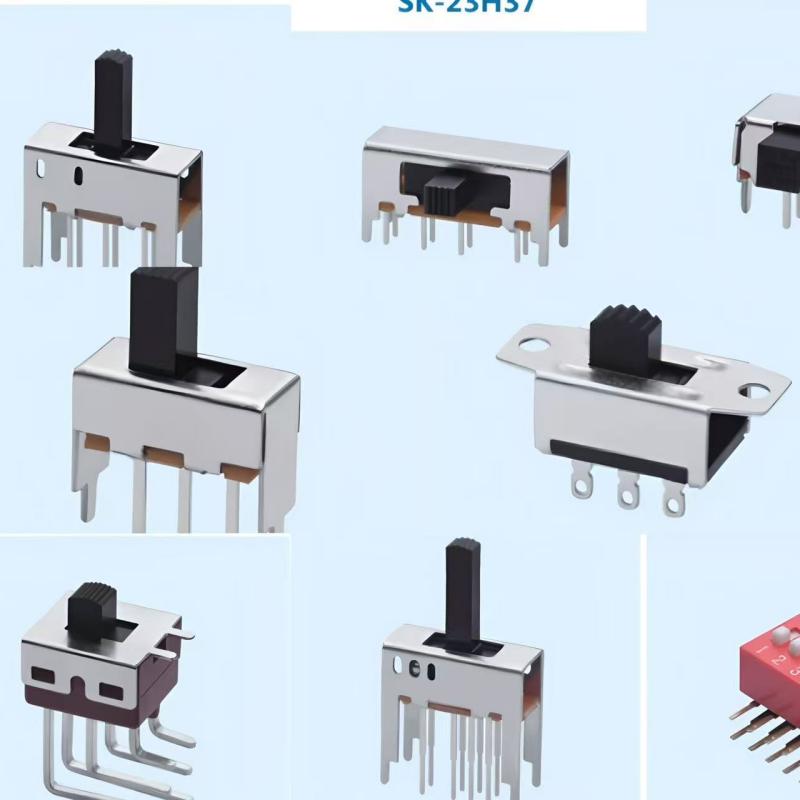
Na montagem e reparo de produtos eletrônicos, a soldagem é um processo crítico que garante conexões confiáveis de circuitos. Para componentes comumente usados, como interruptores eletrônicos, diferentes métodos de soldagem podem afetar diretamente seu desempenho, vida útil e estabilidade geral do dispositivo. Este artigo investiga os efeitos de três técnicas comuns de soldagem-soldagem manual, soldagem por refluxo e soldagem por onda-em interruptores eletrônicos, juntamente com recomendações práticas de seleção.
1. Soldagem manual
A soldadura manual é o método mais tradicional e flexível, particularmente adequado para pequenas-produção em lote, reparos ou prototipagem.
Vantagens:
· Alta Flexibilidade: Permite operação precisa de switches com diferentes especificações e layouts de pinos.
· Choque térmico controlável: Operadores qualificados podem gerenciar o tempo de contato do ferro para minimizar danos térmicos à estrutura interna do switch.
· Forte aplicabilidade: Ideal para interruptores especiais difíceis de soldar com equipamentos automatizados (por exemplo, micro interruptores, interruptores à prova d'água com invólucros).
Riscos potenciais:
· Danos térmicos: A operação prolongada ou temperatura excessiva pode derreter peças plásticas ou causar recozimento de contatos metálicos internos, afetando a sensação tátil e a vida útil.
· Juntas de solda fria: Temperatura insuficiente ou soldagem irregular podem levar a conexõesnão confiáveis, aumento da resistência de contato ou condução intermitente.
· Risco de eletricidade estática: O manuseio inadequado pode introduzir eletricidade estática, danificando contatos internos sensíveis.
Recomendações:
· Use uma temperatura-ferro de solda controlado, idealmente ajustado entre 280–320°C.
· Adote um "soldagem por pontos" abordagem, limitando o tempo de soldagem por pino anão mais que 3 segundos.
· Prefira fios de solda contendo prata ou cobre para aumentar a condutividade e a resistência mecânica.
2. Soldagem por refluxo
A soldagem por refluxo é o método principal em superfícies-tecnologia de montagem, ondee a pasta de solda é derretida por ar quente ou aquecimento infravermelho para formar conexões.
Vantagens:
· Alta consistência: Adequado para produção em massa, garantindo aquecimento uniforme de todos os pinos da chave e qualidade estável da junta de solda.
· Juntas de solda fortes: A pasta de solda forma compostos intermetálicos confiáveis durante a fusão, garantindo conexões robustas.
· Alta Automação: Pode ser integrado com pick-e-colocar máquinas para produção totalmente automatizada.
Riscos potenciais:
· Acúmulo de estresse térmico: Exposição prolongada a altas temperaturas-zonas de temperatura (normalmente 220–240°C) pode acelerar o envelhecimento do plástico ou causar deformação da carcaça.
· Ponte de solda: Pasta de solda excessiva ou espaçamento estreito entre pinos podem causar curto-circuitos entre pinos adjacentes.
· Requisito de resistência a altas temperaturas: Os interruptores devem ser feitos de alta-temperatura-materiais resistentes (por exemplo, plástico LCP, alto-temperaturanáilon).
Recomendações:
· Selecione interruptores com classificação de resistência ao calor de ≥260°C.
· Otimize o perfil de temperatura de soldagem por refluxo para evitar picos de temperatura excessivos ou altas prolongadas-exposição à temperatura.
· Para microinterruptores com layouts de pinos densos, considere usar estênceis ou gabaritos para impressão em pasta de solda para limitar a propagação da pasta.
3. Soldagem por onda
A soldagem por onda é usada principalmente para-componentes do furo, ondee os pinos passam por uma onda de solda derretida para formar conexões.
Vantagens:
· Alta Eficiência: Ideal para grandes-soldagem de volume através-interruptores de furo.
· Excelente capacidade de preenchimento: a solda preenche totalmente-furos, proporcionando ancoragem mecânica confiável.
· Custo-Eficaz: Equipamentos e processos maduros tornam-no adequado para plug tradicional-na produção de interruptores.
Riscos potenciais:
· Forte Choque Térmico: Contato instantâneo com alta-ondas de solda de temperatura (normalmente 250–260°C) pode causar rachadurasno plástico ou deformação estrutural interna.
· Entupimento de solda: Fluxo de solda deficiente ou furos de pino mal projetados podem causar entupimento de solda em peças móveis.
· Contaminação por Resíduos de Fluxo: O fluxo pode infiltrar-seno interior do interruptor, afetando-confiabilidade do contato ou causando corrosão eletroquímica.
Recomendações:
· Priorize interruptores com calor-projetos estruturais resistentes (por exemplo, costelas reforçadas, altas-plásticos de temperatura).
· Controle rigorosamente o tempo de contato da soldagem por onda (recomendado 2–4 segundos).
· Implementar uma postagem-processo de limpeza de soldagem para remover fluxo residual.

Titulo do trabalho: sales manager
Departamento: sales department
Telefone da empresa: +86 0769-86341524
E-mail: Contate-Nos
Celular: +86 17774772320
Local na rede Internet: dgxztechco.ptb2bvip.com
Endereço: No. 250, shiheng avenue, shipai town, dongguan City

































 Login de usuário
Login de usuário