Portuguese
|
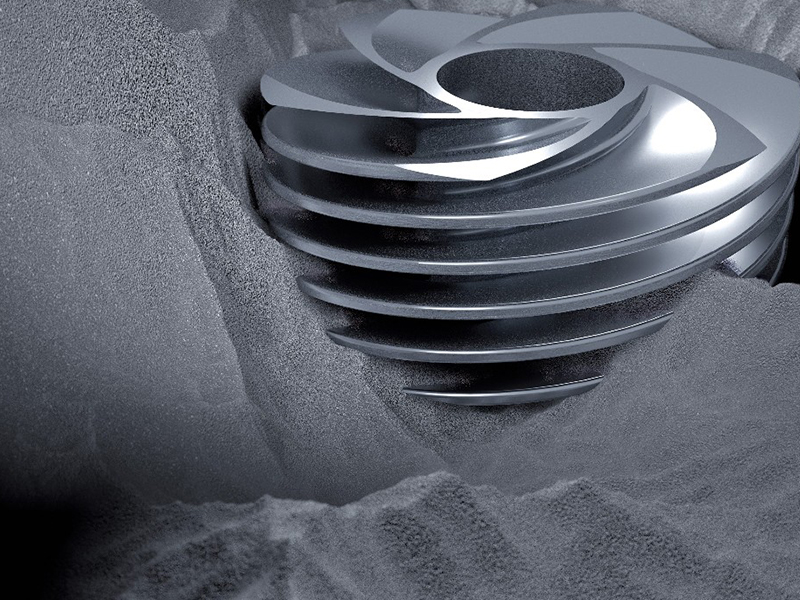
powder metalurgy (pm)is um termo que cobre uma ampla gama de maneiras pelas quais materiais ou componentes são feitos de pós metal. Os processos de PM podem reduzir ou eliminar anecessidade de processos de subtrato in fabricação, diminuindo as perdas de material e reduzindo o custo do produto final.
powder metalurgia impossibilitar os materiais únicos de derreter ou formar de outras maneiras. Um produto muito importante desse tipo é o carbonetotungsten (WC). A WC é usada para cortar e formar outros metais e é feita de partículas WC ligadas ao cobalto. É muito amplamente utilizadona indústria para ferramentas de muitos tipos e globalmente 50.000~tonnes Year (t/y) é fabricado pelo PM. Outros produtos incluem/sinterred filters, rolamentos porosos de óleo, contatos elétricos e ferramentas de diamante. Naddititive Manufacturing (AM)nos anos 2010,-selec
116; ive Sintering a laserand outros processos de metal AM são umanova categoria de aplicações de metalurgia em pó comercialmente importantes.
n O pó Metalurgy Press e \&sinter#Process geralmente consistem em três etapas básicas: mistura de pó (pulverização), compactação de matriz e sinterização. A compactação é geralmente realizada à temperatura ambiente, e o processo elevado de sinterização da Temperature é geralmente realizado à pressão atmosférica e sob composição cuidadosamente controlada da atmosfera. O processamento secundário opcional, como o tratamentoCoining
em \\ \\ \often, segue para obter propriedades especiais ou precisão aprimorada. Usado para fabricar cerca de 1 mty de componentes estruturais de ligas baseadas em ferro, é o processo de mistura de metais finos ( 180 mícrons) (normalmente ferro) com aditivos como uma cera de lubrificante, \carbon,
180 mícrons) (normalmente ferro) com aditivos como uma cera de lubrificante, \carbon,
emnickel, pressionando -os em uma matriz da forma desejada, e depois aquecendo o material comprimido (parte da parte ) em uma atmosfera controlada para unir o material por sinterização. Isso produz peças precisas,normalmente muito próximas das dimensões da matriz, mas com porosidade de 5 a 15%, e, portanto, sub abledoud Steel Properties. Existem vários outros processos de PM que foram desenvolvidosnos últimos cinquenta anos. Isso inclui:-
powder forjando: apreform
fabricado pelo método convencional e sinterizado é aquecido e, em seguida, forjou a densidade total, resultante, resultante Em praticamente como propriedades da pressão isostática (quadril): aqui o pó (normalmente o tipo atomizado por gás, tipo esférico) é preenchido em um molde,normalmente consistindo em umCan
de forma adequada. A lata é vibrada, depois evacuada e selada. É então colocado em uma imprensa isostática quente, onde/101; É aquecido a uma temperatura-Homologous<of em torno de 0,7 e sujeita a uma pressão externa de gás de 100 MPa (1000 bar, 15.000 psi) por várias horas. Isso resulta em uma parte moldada da densidade total com as propriedades da escrita ou melhor. O quadril foi inventadona década de 1950 e entrouna produção de tonelagemna década de 1970. Moldagem de injeção de /metal (MIM): Aqui o pó,normalmente muito fino ( 25 mícrons) e esférico, é misturado com fichário de plástico ou cera para perto da carga sólida máxima,normalmente em torno de 65Vol%, e a injeção moldada para se formar A"green"parte da geometria complexa. Esta parte é então aquecida ou tratada de outra forma para remover o fichário (debinding) para dar uma parte-brown. Esta parte é então sinterizada e diminui em
18% para dar uma parte complexa e 95-99% densa acabada (rugosidade da superfície3 mícrons). Inventadana década de 1970, a produção aumentou desde 2000, com um volume global estimado em 2014 de 12.000 Tno valor de 1265 milhões de euros. Com a vantagem de reduzir drasticamente o tempo de produção (de 15 minutos dos ECAs mais lentos para alguns microssegundos dos mais rápidos),não exigindo um calor longo do forno e permitindo densidades teóricas próximas, mas com a desvantagem de formas simples. Os pós empregadosnos ECAs podem evitar ligantes, graças à possibilidade de sinterização direta, sem anecessidade de pré -pressão e um compacto verde. Os moldes são projetados para a forma da peça final, pois os pós densificam enquanto preenchem a cavidade sob uma pressão aplicada, evitando o problema das variações de forma causadas por sinterizaçãonão isotrópica e distorções causadas pela gravidade em altas temperaturas. A mais comum dessas tecnologias é a prensagem, que está sob uso para a produção das ferramentas \\ \Diamond
em empregadasna indústria da construção. .
3d, a sinterização de laser"(sls), o derretimento do laser \"elective"(slm) e o fusão de feixe de"electron (ebm). -
Telefone da empresa: +86 13650157503
E-mail: Contate-Nos
Celular: +86 13650157503
Local na rede Internet: mixiao.ptb2bvip.com
Endereço: Chang’.an Town,Dongguan City,Guangdong Province,China

































 Login de usuário
Login de usuário